
Why does particle size vary in spray drying? Particle size variability occurs due to inconsistent atomization, nozzle wear, feed rate fluctuations, and equipment design limitations. These factors create unpredictable droplet formation, resulting in powders with wide particle size distribution that fail quality specifications.
Understanding particle size distribution in spray drying is critical for pharmaceutical, food, nutraceutical and chemical manufacturers. When particle size cannot be controlled consistently, the consequences directly impact dissolution rates, flowability, bulk density, bioavailability, and product efficacy.
Understanding Particle Size and Distribution in Spray Drying
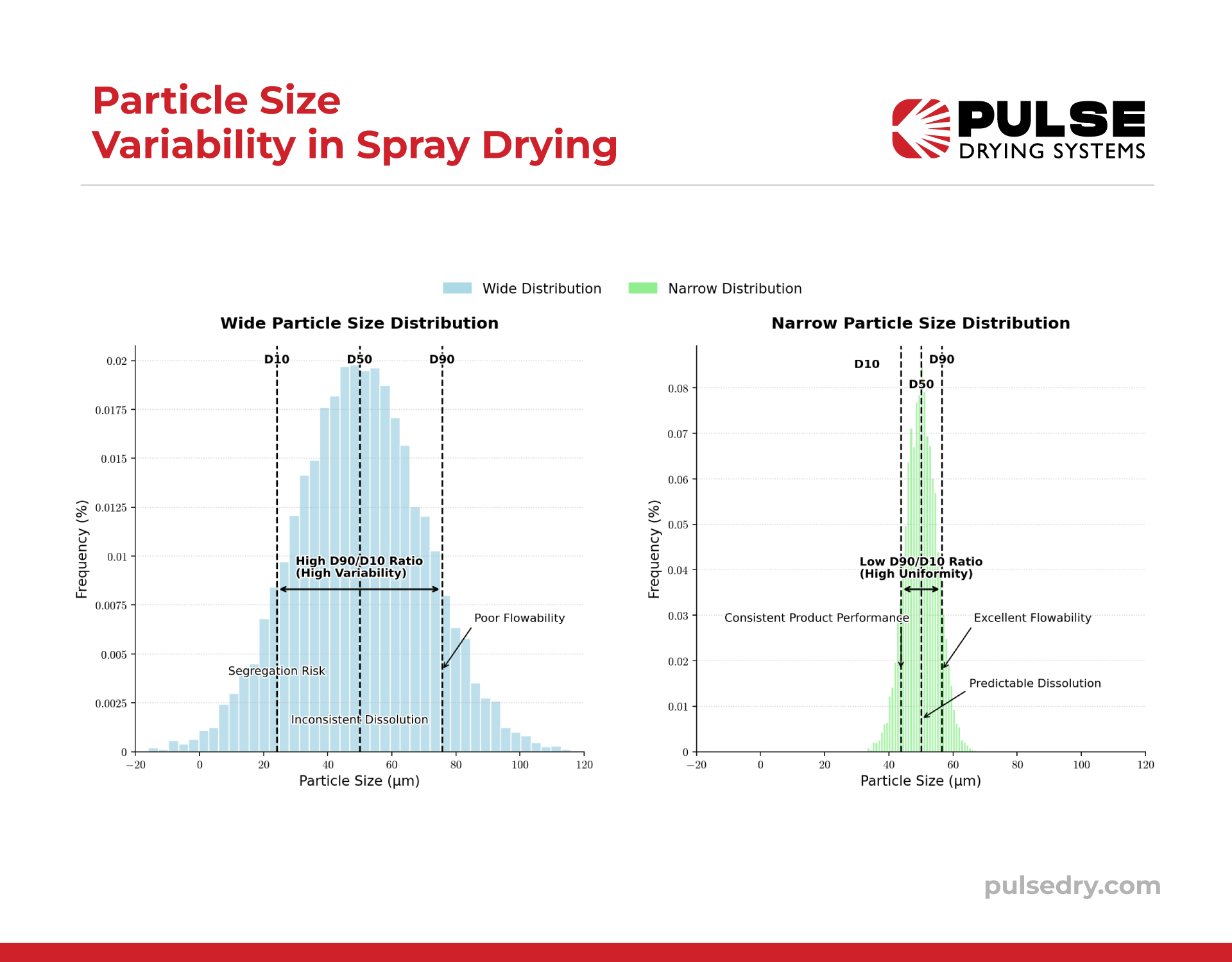
Particle size distribution in spray drying refers to the range of different particle sizes in the final powder. Why is particle size distribution important? Distribution is characterized by D10 (10% of particles are smaller), D50 (median), and D90 (90% are smaller). Narrow distributions mean particles cluster near D50; wide distributions indicate high variability.
Each atomized droplet becomes a single particle after drying, typically a fraction of the original droplet diameter. A fine droplet with moderate solids content produces a proportionally smaller dried particle.
Uniformity directly affects product performance. In pharmaceuticals, particle size controls dissolution and bioavailability. In food applications, size affects reconstitution and mouthfeel.
Industry requirements vary significantly. Pharmaceutical applications require narrow particle size distributions to support consistent dosing. Food powders need specific ranges; too fine creates clumping, too coarse results in poor solubility.
Causes of Particle Size Variability in Conventional Spray Drying
What causes particle size variability in spray dryers? Inconsistent atomization and droplet formation represent the primary cause of inconsistent particle size spray drying. Pressure nozzles force liquid through extremely small orifices at high pressure (up to 5,000 psi), creating droplets through shear forces. What factors affect particle size in spray drying? Nozzle wear increases variation over time. Tiny orifices gradually erode with use, particularly with abrasive materials. As orifices enlarge, atomization energy decreases, and particle size increases. A nozzle producing smaller particles initially will produce larger particles after extended use, creating batch-to-batch inconsistency even when other parameters remain constant.
Also, feed viscosity variations have direct effects on particle size.
What other factors affect particle size? Temperature and humidity variations affect atomization and drying dynamics. Ambient humidity changes, if not controlled, affect evaporation rates, which may also affect particle size. Feed temperature also matters; warmer feeds have lower viscosity, producing finer atomization.
Drying chamber air flow patterns introduce additional variability. In conventional spray dryers, hot air requires 15 to 30 seconds to descend, creating stratified temperature zones. Droplets experiencing different thermal histories may dry differently, affecting final particle characteristics even when initial droplet sizes are identical.
Equipment design limitations fundamentally constrain spray drying particle control. Pressure nozzles can only produce particles within a certain range for a given material; attempting to go outside this range may clog the nozzle or produce inadequate atomization . Limited adjustability means manufacturers often cannot achieve target specifications without changing nozzles, which alters other parameters unpredictably.
Downstream Impacts of Particle Size Variability
Product quality inconsistency manifests immediately in performance testing. Pharmaceutical tablets show uneven dissolution profiles. Food products exhibit poor reconstitution, with fine particles clumping while coarse particles remain undissolved. Chemical reactants with inconsistent sizes produce unpredictable reaction rates.
Bulk density and flowability problems create processing challenges. Flowability issues directly affect how powder flows from hoppers, fills capsules, and compacts during storage. Fine particles pack more densely than coarse particles, so batches with different distributions have different bulk densities. This complicates volumetric dosing and creates inconsistent fill weights.
Dissolution and bioavailability issues in pharmaceuticals represent critical regulatory concerns, and regulatory agencies require demonstrated consistency in dissolution profiles.
Reconstitution and rehydration challenges frustrate food product users. Infant formula that doesn’t dissolve uniformly is frustrating for parents. Instant beverage powders that clump generate consumer complaints. Protein supplements with poor mixability lose market share. These quality issues stem directly from inconsistent particle sizes or inadequate instantizing..
Processing difficulties in downstream equipment create production bottlenecks. Tablet presses designed for specific particle ranges malfunction when fed inconsistent powder. Capsule filling machines experience jamming or under-filling. Mixing equipment cannot achieve homogeneous blends when particle sizes vary widely.
Product returns cost money for logistics, waste disposal, and lost sales. Dissatisfied customers rarely provide a second chance, permanently losing market share to competitors who deliver consistent quality.
Economic Consequences of Poor Particle Size Control
Off-spec material and waste represent direct financial losses. When final particle size falls outside specifications, manufacturers must sell products as lower-grade material at reduced prices, reprocess (adding cost), or dispose entirely as waste. What are the consequences of poor particle size control? Rework and reprocessing costs compound initial losses. Reprocessing requires redissolving powder and running it through the dryer again, essentially doubling energy costs, labor, and equipment time. The reprocessed batch rarely achieves better specifications because the same equipment limitations remain.
Quality control testing expense escalates with inconsistent production. Each batch requires particle size analysis using laser diffraction; tests that add meaningful per-sample analytical cost. When particle size varies unpredictably, manufacturers must test more frequently. Pharmaceutical operations may test every hour rather than once per shift, multiplying analytical costs significantly.
Lost production time occurs when operators must adjust parameters repeatedly to chase particle size targets. Stopping production to change nozzles or adjust pump pressure is expensive. The total cost of operations extends beyond direct costs. Hidden expenses include customer technical support, increased returns processing, excess safety stock to buffer quality variation, and premium freight to rush replacement batches. For a detailed analysis of these accumulated costs, see spray drying cost vs total cost of ownership over time.
Achieving Consistent Particle Size Distribution
How to control particle size in spray drying? Atomization technology selection and optimization represent the most fundamental approach to uniform particle size spray drying. Different atomization methods produce characteristically different size distributions. Pressure nozzles create wide distributions but handle high throughputs. Rotary atomizers offer better control but add mechanical complexity. Two-fluid nozzles provide narrow distributions but only work at a small scale, creating the laboratory-to-production scaling problem that plagues product development.
How to achieve uniform particle size in spray drying? Feed preparation and consistency establish the foundation for particle control. Maintaining constant solids content, viscosity, and temperature in the feed stream minimizes one major source of variability. Proper mixing ensures homogeneous feeds without lumps or settled solids that could clog nozzles or create atomization inconsistencies. Feed filtration removes particles that might obstruct nozzle orifices. However, even perfect feed preparation cannot overcome fundamental equipment limitations in conventional spray systems.
Process parameter control addresses environmental and operational variables. Modern control systems can maintain tight control over inlet temperature, feed rate, and airflow relative to target setpoints. Automated systems respond faster than human operators to disturbances, reducing variation from manual adjustments. However, tight parameter control only helps if the atomization system itself can produce consistent droplets; controlling temperature and flow rate precisely doesn’t fix nozzle wear or design limitations.
Production quality depends heavily on individual operator skill and experience. The source of poor particle control often manifests itself as “if Joe isn’t here, we make junk”. Automated systems implement consistent procedures regardless of who’s running the equipment. Real-time particle size monitoring using inline sensors allows immediate feedback and correction, though this technology remains expensive and uncommon outside pharmaceutical applications.
Pulse Atomization advantages for particle uniformity stem from fundamentally different atomization physics. The proprietary three-fluid nozzle design combines liquid feed with compressed air for atomization, then immediately surrounds forming droplets with high-velocity hot drying air (approximately 200 mph). This arrangement provides easily adjustable atomization energy across a very wide range, creating particle sizes from fine powders to larger granules using the same equipment. This adjustability means manufacturers can dial in their exact target specification rather than accepting whatever size distribution their pressure nozzle happens to produce.
Pulse technology’s open tube design (no tiny nozzle orifices) eliminates wear patterns that gradually shift particle size over time. The three-fluid system maintains consistent atomization independent of minor feed viscosity variations because atomization energy originates primarily from the high-velocity air stream – not from forcing liquid through a small hole under pressure. This design inherently produces narrower particle size distributions with excellent batch-to-batch repeatability.
Making Informed Decisions About Particle Size Control
Inconsistent particle size in spray drying is not simply an inevitable inconvenience; it’s a solvable engineering challenge with significant economic and quality implications. The key lies in understanding whether particle size variability stems from controllable process parameters (feed preparation, operating conditions) or from fundamental equipment limitations (nozzle design, atomization method).
Conventional spray drying will continue serving applications where some particle size variation is acceptable or where post-processing steps (milling, sieving, agglomeration) can compensate for initial distribution width. However, high-value pharmaceutical APIs, premium food ingredients, and specialty chemicals increasingly require tighter specifications that conventional atomization methods struggle to achieve consistently.
The choice isn’t simply between accepting variability or abandoning spray drying entirely. Operations success in how to control particle size spray drying depends on matching atomization technology to specification requirements. Modern approaches that provide adjustable atomization energy, resist wear-related drift, and maintain consistency across production scales offer promising solutions for manufacturers who demand better particle control without compromising throughput or economics.
Temperature and pressure variations can be controlled through automation. Feed preparation can be optimized through better mixing and filtration. But the atomization method fundamentally determines the achievable particle size distribution. Manufacturers struggling with persistent particle size issues despite careful parameter control should evaluate whether their atomization system’s inherent limitations, not their operational practices, represent the real constraint on quality.
Control Your Particle Size, Control Your Quality
Particle size variability doesn’t have to compromise your product quality or increase your costs. Pulse Drying Systems provides certain advantages in particle size distribution issues through our Pulse Atomization technology, which creates more uniform droplets and faster, more consistent drying than conventional methods. On some products, our systems produce narrow particle size distributions with excellent batch-to-batch repeatability, reducing waste and ensuring consistent product performance.
The three-fluid nozzle design provides adjustable atomization energy across a wide range, letting the operator dial in the exact target specifications rather than accepting whatever the pressure nozzle produces. The Pulse open tube design handles varying feed viscosities without the atomization inconsistency that affects conventional nozzles. From pharmaceutical APIs requiring D90/D10 ratios below 2.5 to food ingredients needing specific reconstitution properties, Pulse technology maintains the tight specifications your products demand.
Request particle size analysis data from similar materials processed with Pulse technology to see the difference uniform atomization makes. Our technical team will review your current particle size challenges, target specifications, and production requirements to demonstrate how Pulse Atomization can eliminate the variability that’s costing you money and customers. Speak with a Specialist Today to learn about possible particle size improvements with the Pulse technology.





