Spray drying is recognized as one of the most energy-intensive unit operations in pharmaceutical, nutraceutical, and food processing facilities. While the technology has proven essential for producing stable, bioavailable powders, thermal efficiency in spray drying continues to challenge even the most optimized facilities.
Understanding where and why energy is lost in conventional systems is the first step toward addressing what has become an issue as energy prices rise.
Understanding thermal efficiency in spray drying
Thermal efficiency in spray drying refers to the percentage of input energy that successfully transfers to the product for moisture evaporation, as opposed to being lost to the surroundings or the exhaust stream. In spray drying, heated air provides the energy needed to evaporate water from atomized droplets. The more efficiently this heat transfers to the droplets, the less energy is wasted.
Heat transfer in spray drying occurs through three mechanisms: convection from hot air to droplet surfaces, conduction within the droplets themselves, and radiation from chamber walls. The dominant mechanism is convection, where temperature differentials drive moisture removal. However, conventional systems struggle to optimize this process.
What is the typical efficiency of a spray dryer?
Spray dryer energy efficiency in conventional pressure nozzle or rotary atomizer systems typically falls within relatively low efficiency ranges. This means that 60-67% of input energy is lost rather than utilized for drying. (Thermal efficiencies between 2500 and 3000 BTU per pound of water removed.)
Advanced systems using pulse atomization technology can achieve substantially higher efficiency ranges than conventional systems, in the range of 1500 to 2000 BTU/# for many products. For operations managers and engineers, this efficiency gap represents both a challenge and an opportunity.
How much energy does spray drying consume?
Why does this matter? Spray drying energy consumption accounts for 30-50% of total operating expenses in some facilities. A pharmaceutical manufacturer processing 1,000 kg of material per day with a conventional 35% efficient system operating at $0.10/kWh can spend $400,000-600,000 annually on energy alone. Even a 10-percentage-point dryer efficiency improvement can save $50,000+ per year, improving facility and company competitiveness.
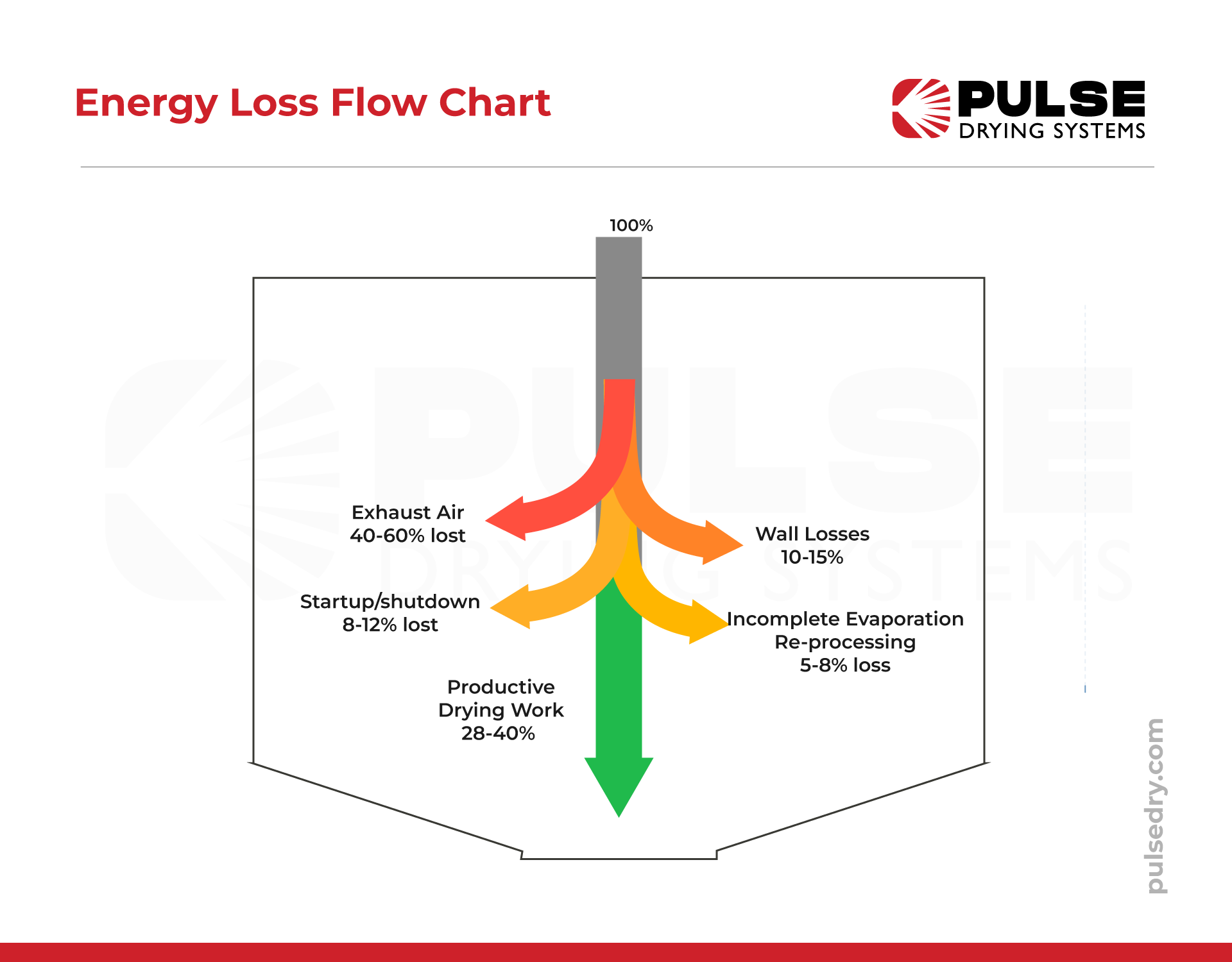
Primary sources of energy loss in conventional spray dryers
What causes heat loss in spray dryers?
The largest single source of heat loss in spray drying is exhaust air. Conventional spray dryers require massive air volumes—often 20-40 times the feed volume—to transport droplets, provide drying capacity, and maintain proper residence time. This air enters at 200-425°C but exits at 80-120°C, carrying substantial thermal energy that is simply vented to the atmosphere. In systems without heat recovery, this represents a large portion of total energy input.
Wall heat losses and radiation account for an additional portion of energy waste. Despite insulation, spray drying chambers operate at high temperatures with large surface areas, creating significant thermal gradients within the ambient environment. Inefficient spray drying is exacerbated when facilities have poor insulation, aged equipment, or thermal bridging through structural supports and access ports.
Why do spray dryers use so much energy?
Inefficient heat transfer from air to droplets is perhaps the most fundamental problem. In conventional systems, droplets may vary widely in size depending on the atomization method. Smaller droplets dry quickly, but may over-dry and lose quality; larger droplets require extended residence time. This size distribution forces operators to over-design systems for the largest particles, wasting energy on already-dry smaller particles that continue circulating in hot air.
Incomplete evaporation requiring re-processing creates a cascade of inefficiency. When outlet temperatures are set too low to prevent product degradation, moisture content may exceed specifications. The material must then be re-dried in secondary equipment, effectively doubling energy consumption for those batches. In protein processing, this is particularly problematic since overdrying in the initial pass can cause denaturation, while underdrying leads to stability issues.
Heat losses during startup and shutdown cycles are often overlooked, but are significant for batch operations. A spray dryer chamber requires time after a shutdown to reach operating temperature, consuming energy without producing product. For facilities running multiple short campaigns, this non-productive energy consumption can represent a significant portion of total energy use. Poor insulation and thermal bridging compound these losses. Older installations, particularly those with metal support structures penetrating insulation layers, create thermal shortcuts where heat escapes. Maintenance access doors, sight glasses, and instrumentation ports similarly compromise thermal barriers. The cumulative effect can reduce overall system efficiency by 5-10 percentage points compared to optimally insulated modern designs.
Design limitations causing thermal inefficiency
Why are conventional spray dryers inefficient?
Slow atomization methods and large droplet formation are fundamental design limitations. Pressure nozzle systems operating at 100-300 bar create droplets with relatively wide size distribution and slower drying rates. The physical mechanism—forcing liquid through small orifices—produces droplets that vary based on feed properties, pressure fluctuations, and nozzle wear. This variability makes it impossible to optimize drying conditions for all particles simultaneously.
Extended residence time requirements follow directly from poor atomization. When droplets range from 50-500 µm, the drying time needed for the largest particles determines system design. Smaller particles dry rapidly, while larger ones require significantly longer residence times. The entire air volume must remain at elevated temperature throughout this extended residence, wasting energy to heat air that has already completed its drying work on faster-drying particles.
Inefficient air-to-droplet contact patterns in conventional chambers further reduce spray dryer energy efficiency. Rotary atomizers throw droplets radially outward, while pressure nozzles spray downward. In both cases, droplet density varies substantially across the chamber volume. Hot air flowing through droplet-sparse regions transfers minimal heat to the product. Meanwhile, droplet-dense regions may have insufficient air contact, limiting heat transfer despite high air volumes.
Excessive air flow requirements stem from trying to overcome these limitations. Conventional systems compensate for poor contact efficiency by simply increasing total air volume, pushing more hot air through the system in hopes of achieving adequate drying. This brute-force approach wastes enormous energy heating excess air that contributes marginally to drying. It’s analogous to running a heater with windows open—technically functional but thermally questionable.
Poor drying chamber geometry for heat transfer reflects decades-old designs that prioritize mechanical simplicity over thermal optimization. Cylindrical chambers with conical bottoms are standard because they’re easy to fabricate and clean, not because they optimize air-droplet interaction. Dead zones form in corners where air velocity drops, product accumulates on walls, and thermal energy dissipates without accomplishing productive work. Modern computational fluid dynamics reveals these inefficiencies clearly, yet many installations continue using geometries developed in the 1950s.
These design limitations interconnect and amplify each other. Wide droplet distributions demand extended residence times, which require larger chambers, which increase wall losses, which demand more air volume, which increases exhaust losses. The result is a cascade of thermal efficiency problems spray drying operators face daily. Understanding these challenges is essential context for evaluating equipment upgrades and process improvements. Learn more about the broader implications in our article on What are the biggest challenges of spray drying.
Economic and environmental impacts of poor thermal efficiency
How does thermal efficiency affect operating costs?
High energy costs as a percentage of operating expenses make thermal inefficiency a key concern. For a mid-sized pharmaceutical spray drying operation processing five tons of material daily with 35% thermal efficiency, annual energy costs can reach substantial levels. When competitors employ technology that allows 50%+ efficient systems, the competitive disadvantage becomes severe. Product margins shrink, making it difficult to compete on price while maintaining quality standards.
Carbon footprint and environmental concerns extend beyond direct costs. An inefficient spray dryer obviously has a larger carbon footprint than an efficient dryer. This affects a company’s reputation when reporting on these issues.
Impact on product pricing and margins becomes acute when energy costs rise. A facility budgeting $2 million for spray drying energy that faces a 30% price increase suddenly has a $600,000 cost overrun. These costs cannot always be passed to customers, especially in competitive product lines. Regulatory pressures and sustainability requirements continue intensifying. The EU’s Carbon Border Adjustment Mechanism, California’s climate regulations, and similar policies worldwide are inefficient plants not just economically costly but legally complicated. Facilities face emissions reporting requirements, efficiency mandates, and potential carbon taxes. Companies with ESG commitments find that inefficient spray drying contradicts public sustainability pledges. For more context on how these costs compound over time, see our analysis of How thermal efficiency impacts spray drying operating costs.
Solutions for improving thermal efficiency
How to improve thermal efficiency in spray drying?
Understanding how to improve spray dryer efficiency requires evaluating both incremental optimizations and fundamental technology upgrades. Each approach offers different investment levels, implementation timelines, and efficiency gains.
Heat recovery systems offer the most straightforward efficiency improvement for existing installations. Exhaust air at 80-120°C contains substantial recoverable energy. Heat exchangers can preheat incoming air, reducing primary heater load by a meaningful margin. In natural gas systems, this translates directly to fuel savings. In electric systems, it reduces peak demand charges. Implementation costs vary from $100,000-500,000 depending on scale, with payback varying based on system scale and operating conditions. The limitation is that heat recovery cannot address inefficiencies within the drying chamber itself—it merely captures waste after it occurs.
Process optimization techniques can deliver incremental efficiency improvements. Feed concentration optimization reduces water load; inlet temperature profiling matches product sensitivity; outlet temperature control prevents over-drying. Advanced control systems using real-time moisture sensors and automated feed rate adjustment maintain optimal conditions continuously. These improvements require technical expertise and instrumentation investment, but can be implemented without major capital expenditure. However, they operate within the fundamental constraints of the existing atomization and chamber design.
Advanced atomization methods, particularly Pulse Atomization, address root causes rather than symptoms. By creating smaller, more uniform droplets through gas-dynamic forces rather than hydraulic pressure, Pulse systems achieve 1-2 second complete drying times. This means less air volume, shorter residence time, smaller chambers, and reduced wall losses. The technology fundamentally changes the physics of heat transfer, enabling the significantly higher efficiency ranges that these systems achieve. It’s not an incremental improvement, but a different approach to the atomization and drying step that determines all downstream efficiency.
Rapid drying technology advantages extend beyond energy savings. Faster drying means less thermal exposure for heat-sensitive proteins, improving product quality while reducing energy consumption. The smaller equipment footprint for equivalent capacity reduces capital costs and facility space requirements. Reduced air volumes mean smaller heaters, blowers, and exhaust systems—a benefit that compounds throughout the entire system. For pharmaceutical applications where product quality and energy efficiency both matter, rapid drying technologies offer unique value.
Chamber design improvements in modern installations address the geometric inefficiencies described earlier. Computational fluid dynamics now allows engineers to optimize air flow patterns, minimize dead zones, and maximize droplet-air contact. Some advanced designs use multiple air inlets at different heights, creating controlled circulation that keeps droplets in optimal drying zones longer. Others incorporate wall surface treatments that prevent deposition and associated thermal losses.
While most of these improvements cannot be retrofitted to existing chambers a Pulse atomizer can be retrofitted to an existing tall-form dryer, and will produce an immediate benefit. For a comprehensive comparison of How different technologies approach efficiency, see our article on energy efficiency comparison across drying technologies.
What are thermal efficiency problems in spray drying?
The path forward depends on each facility’s specific circumstances: remaining useful life of existing equipment, product portfolio requirements, available capital, and competitive pressures. Some operators will implement incremental improvements to extend existing equipment life; others will recognize that fundamental technology upgrades offer better long-term value. What’s clear is that thermal efficiency problems spray drying operators face are not insurmountable—solutions exist at multiple levels of investment and complexity. The economic and environmental imperatives for improvement continue strengthening, making efficiency a strategic consideration rather than merely an operational detail.
Energy costs represent a substantial portion of spray drying operating expenses, making thermal efficiency critical to a company’s bottom line. Pulse Drying Systems has engineered a spray drying solution with industry-leading thermal efficiency through its Pulse Atomization technology. By achieving complete drying in less than one second with superior heat transfer rates, our systems use significantly less energy per kilogram of dried product compared to conventional spray dryers. Many customers report energy savings of 20-40% after switching to Pulse technology.
Schedule an energy consultation today to discover how much you could save with Pulse spray drying!